La impresora Portrait 3D viene precalibrada de fábrica, pero puede ser necesario realizar recalibraciones después de ciertas operaciones, como reemplazar un hotend, ajustar valores finos para modelos de material dual, etc.
Antes de que comencemos…
Asegúrese de que las boquillas y la placa de construcción estén limpias antes de calibrar
Cargue PLA Tough in (requerido para la prueba de calibración preinstalada)
Cargue PLA+ en (requerido para la prueba de calibración preinstalada)
Use un color diferente al cargado si desea realizar una calibración XY (boquilla doble) más adelante
ADVERTENCIA
La calibración del desplazamiento Z y la calibración de la placa de construcción deben realizarse siguiendo el orden que se muestra a continuación. La compensación Z siempre debe realizarse antes de la calibración de la placa de construcción.
PASO 1
Desplazamiento Z
La calibración Z Offset permite al usuario establecer la distancia entre cada boquilla y la placa de construcción para que la primera capa se coloque correctamente, lo que garantiza una adhesión adecuada y una creación precisa del modelo.
En la pantalla táctil , vaya a Configuración » Calibración » Compensación Z.
se seleccionará automáticamente y se moverá a su posición junto con la cama. Espere hasta que tanto el Hotend como la cama estén en posición.
Utilice las teclas de flecha para hacer que la boquilla toque ligeramente la placa de construcción sin presionarla.
Seleccione cuando haya terminado y espere hasta que el Hotend 2 y la cama estén en su lugar antes de realizar los mismos pasos que para el Hotend anterior.
Presione Guardar y permita que guarde su configuración. Se le pedirá que realice un reinicio manual después de hacerlo.
Para comprobar los resultados de la calibración, deberá realizar algunas impresiones de prueba. Vaya a Imprimir » Imprimir desde archivo local » Archivos de calibración.
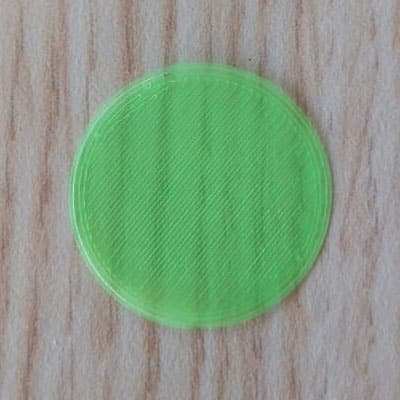
Imprima Z Offset T0.gcode para evaluar la calibración de y Z Offset T1.gcode para . Si los resultados son buenos, entonces ya está. De lo contrario, vuelva a la calibración de compensación Z y realice ajustes menores en función de los resultados de la impresión de prueba utilizando las siguientes imágenes como referencia:
Demasiado cerca
Perfecto
Demasiado lejos
PASO 2
Placa de construcción
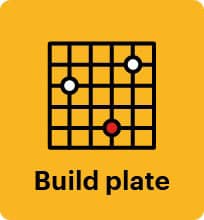
La calibración de la placa de construcción establece los parámetros para la nivelación activa de la cama de la impresora, lo que permite que la impresora extruya el material de manera uniforme en toda la placa de construcción.
Impresoras con sonda de calibración de 3 puntos 3 puntos diferentes en la placa de construcción para generar un plano virtual mientras que impresoras con sonda de calibración de 25 puntos 25 puntos diferentes para generar una cuadrícula de nivelación de malla.
Después de guardar la configuración, la impresora sondeará el centro de la placa de construcción antes de cada impresión para definir la posición de configuración cero en la que se aplicarán todos los parámetros de calibración de compensación.
En la pantalla táctil, vaya a Configuración » Calibración » Placa de construcción.
Luego presione Calibrar.
La impresora ahora sondeará la cama en 25 (o 3) puntos diferentes, creando una matriz cuadrada de adelante hacia atrás.
Presione la flecha hacia atrás hasta que regrese al menú principal (Imprimir/Configurar).
Vaya a Imprimir » Imprimir desde archivo local » Archivos de calibración.
Seleccione e imprima 5_points.gcode para evaluar su calibración.
PASO 3
Desplazamiento XY
El desplazamiento XY establece la posición entre los 2 inyectores, esta calibración garantiza que el posicionamiento de ambos inyectores sea el adecuado cuando se imprimen impresiones de material dual.
El primer paso es ver si necesita calibrar la compensación XY de su impresora. Pulse Imprimir » Imprimir desde archivo local » Archivos de calibración.
Seleccione e imprima XY Offset.gcode.
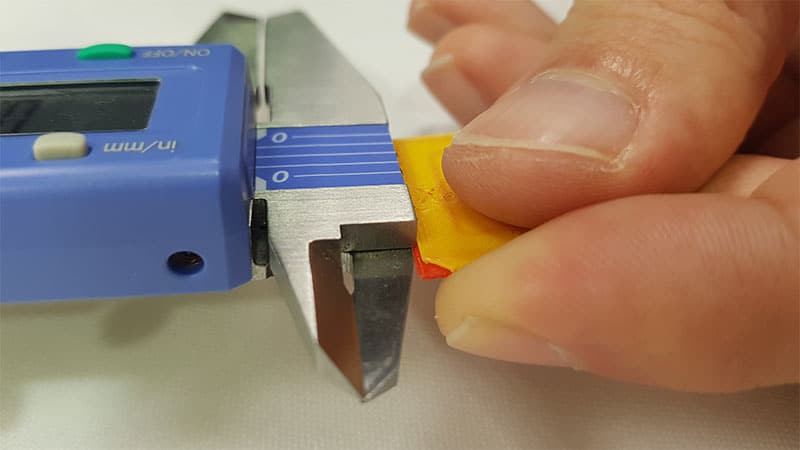
Una vez que la impresora haya terminado de imprimir la prueba de calibración, mida la alineación de las dos partes de la pieza con un calibrador.
Vaya a Configuración » Calibración » Compensación XY.
Ajuste los valores de compensación XY en función de la impresión de prueba para que ambas capas estén perfectamente alineadas presionando las teclas de flecha para cada eje.
Presione Guardar y permita que guarde su configuración. Volverá al menú de calibración principal cuando haya terminado.
Apague y encienda la impresora. Espere 15 segundos antes de volver a encender la impresora.
Para comprobar los resultados de la calibración, deberá realizar una impresión de prueba. Vaya a Imprimir » Imprimir desde archivo local » Archivos de calibración.
Ahora ve e imprime otro XY Offset.gcode y examina los resultados. Si los resultados son buenos, ya está. Si no, empieza de nuevo.
 (requerido para la prueba de calibración preinstalada)
(requerido para la prueba de calibración preinstalada)