Limpieza y desobstrucción de boquillas
KODAK Portrait utiliza todos los componentes E3D originales, incluidos
- Extrusoras Titán
- E3D V6 Hotend totalmente metálico (lado derecho)
- E3D V6 Lite Hotend (lado izquierdo)
- Tubos Bowden de PTFE Capricornio.
Para más información sobre estos componentes y acceso guiado https://e3d-online.com/
¿Qué causa las obstrucciones en las boquillas de las impresoras 3D?
Para comprender una obstrucción, probablemente sea mejor saber algunas cosas que pueden causar el problema en primer lugar.
Aunque existen diferentes tipos de obstrucción que pueden denominarse obstrucción, estos problemas se pueden clasificar en dos grupos:
Problemas relacionados con el mal funcionamiento en un componente de todo el sistema encargado de mover y fundir el plástico.
Estos son generalmente problemas mecánicos o problemas asociados con el material que se atasca temporalmente o se sobrecalienta en ciertas áreas del sistema (Extrusor – Tubo Bowden – Hotend) donde se supone que el calor no llega.
Estos casos de obstrucción o atascamiento se dan porque el filamento no tiene un camino despejado desde que entra en la impresora hasta que sale.

Esto también incluye problemas relacionados con que el calor llegue a las partes superiores del hotend y esto provoque que el filamento se dilate en puntos donde debería estar frío.
Otra cosa que debe verificar es la tensión del filamento, asegúrese de que su filamento 3D se esté cargando en la impresora correctamente, con una tensión mínima fuera de la extrusora. Asegúrese de que el carrete de filamento esté montado y pueda girar libremente; a menudo, la tensión del filamento que conduce a la extrusora puede hacer que una impresora deje de extruir.
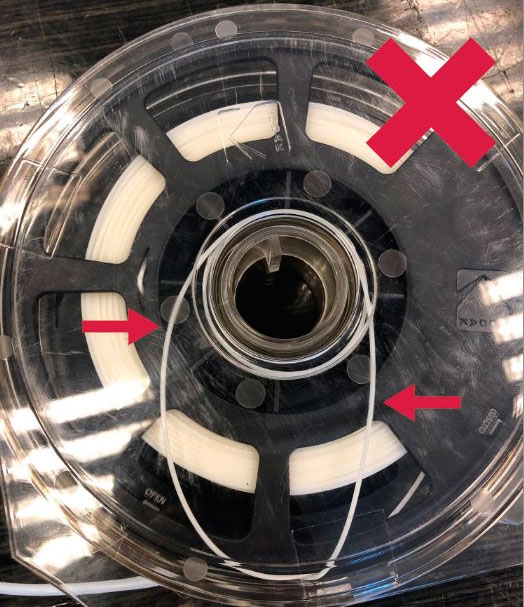
Filamento enredado dentro de la caja del carrete.
Problemas causados por la acumulación de restos de material o degradación del mismo en el interior de las zonas calentadas del sistema.
Estos problemas están más relacionados con los aspectos químicos del material donde su composición interna se ve afectada irremediablemente, esto sucede si se excede la temperatura del material o si se mantiene durante demasiado tiempo dentro de una sección calentada del hotend sin extruirse, como el material es «cocido».

Material quemado.
Cómo comprobar si la boquilla de su impresora 3D está obstruida
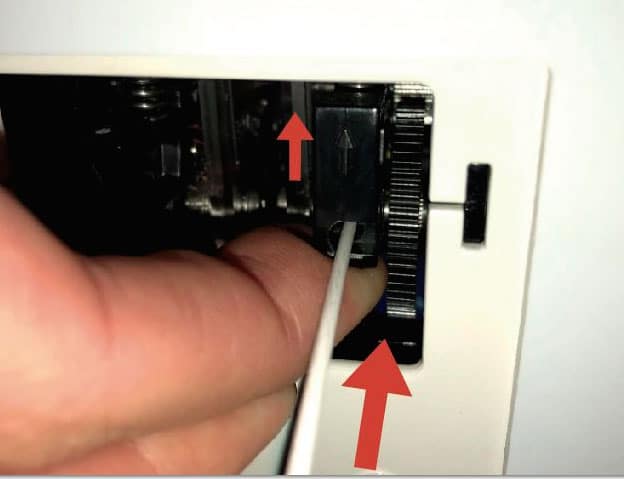
Precaliente el hotend seleccionado y colóquelo en la parte posterior de la impresora, mientras tira de la palanca del extrusor Titan hacia arriba para empujar el filamento con la mano. Si el hilo de filamento se enrolla, es difícil empujarlo o no sale, la boquilla está obstruida. No debería hacer falta mucha fuerza para extruirlo manualmente, unos pocos centímetros de material deberían poder salir fácilmente de la boquilla antes de que se acumule presión.
En el caso de materiales específicos como PVA o Flex, este comportamiento puede variar un poco ya que estos materiales requieren un caudal más lento. En este caso, la prueba se puede realizar utilizando los controles manuales para empujar el filamento de forma más lenta.
Una vez que el hotend se calienta, el usuario debería poder empujar el material a través de los hotends usando los controles manuales al menos 3 veces, si el material sale de la boquilla mientras hace esto, el hotend no está obstruido. Verifique que no se escuche ningún sonido de «clic» mientras la extrusora está extruyendo.
Esto no garantiza que no haya una obstrucción parcial, por lo que, en este caso, es posible que el usuario desee enviar una letra pequeña para verificarlo.
Además, debe verificarse si se observan inconsistencias durante la impresión, como una disposición deficiente del material o una diferencia en el flujo del plástico al imprimir un modelo.
Si el filamento se muele, también puede ser una señal de que no puede fluir libremente a través de la boquilla.

Principios de funcionamiento – Hotends
Los materiales se comportan de diferente manera cuando se funden, por eso nuestra impresora cuenta con 2 hotends diferentes, el V6 y el V6 lite.
Es importante comprender la diferencia entre ambos hotends y cómo funcionan, ya que la mayoría de los problemas relacionados con la obstrucción se pueden resolver fácilmente si los hotends se ensamblan y utilizan de la manera adecuada.
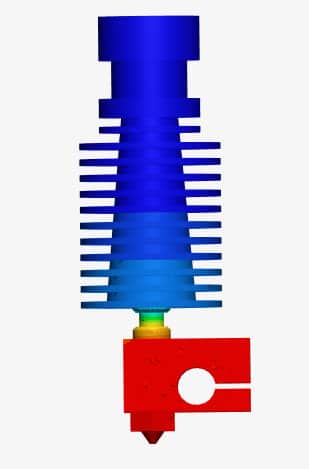
Aunque los hotends del Portrait pueden parecer iguales, el heat break en ambos es diferente
El heat break es el sector que separa las zonas frías y calientes del hotend.
Si el calor supera este punto, el funcionamiento del hotend se ve afectado.
Los círculos rojos marcan la pausa térmica de cada hotend.
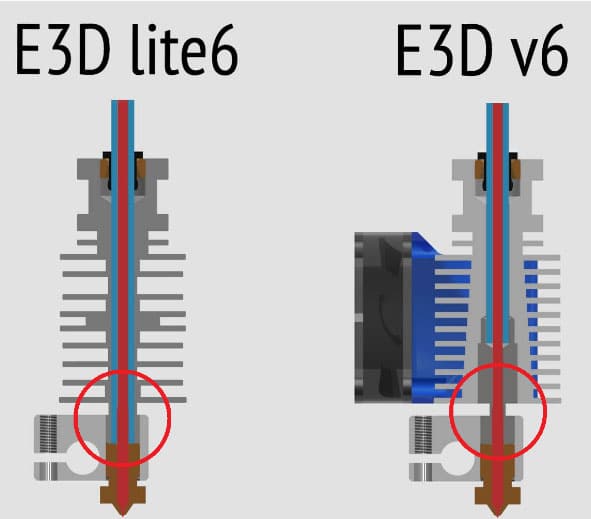
El hotend izquierdo utiliza PTFE (tubo de teflón) en la rotura de calor y el hotend derecho cuenta con una rotura de calor totalmente metálica.
Para instrucciones de montaje de los hotends acceda a: Cómo montar Hotends
E3D V6 LITE (hotend de PTFE – lado izquierdo)
En el E3D lite6 (v6 lite), la rotura de calor es parte del propio disipador y el tubo Bowden de PTFE lo atraviesa hasta el fondo donde establece contacto con la boquilla.
La ventaja que se logra al llevar el PTFE lejos en la ruptura térmica es que permite que el material fluya fácilmente incluso si el material se derrite, ya que se desliza fácilmente debido a las propiedades del teflón.
Los hotends de PTFE están diseñados para imprimir los materiales más pegajosos, como PLA, flex y materiales específicos como PVA, siempre que no requieran más de 235 °C de temperatura para permitir el proceso de impresión, ya que el PTFE comenzará a degradarse y desgastarse.
El PTFE de Capricornio permite que este material atraviese el hotend con facilidad, al mismo tiempo que permite que se retraiga, lo que reduce la posibilidad de que se obstruya en comparación con un hotend totalmente metálico.
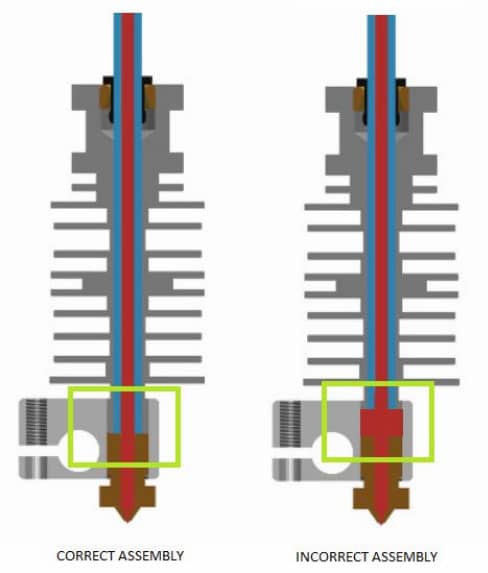
Es muy importante que el PTFE se corte en un ángulo de 90 grados y se inserte hasta el fondo para que haga contacto perfecto con la parte trasera de la boquilla. Esto sella el camino para que fluya el filamento.
Si el hotend no se ensambla correctamente y el PTFE no se inserta en la parte inferior, puede provocar que el filamento se derrita en un punto entre la boquilla y el PTFE, creando así una obstrucción a medida que el filamento se aloja y se derrite en contacto directo con el bloque de calor.
 |
 |
| Ejemplo de un hotend lite ensamblado incorrectamente. No se percibe el tubo Bowden azul al final del disipador. |
 |
| Ejemplo de un E3D V6 lite correctamente ensamblado. El PTFE se ve al final del disipador de calor. |
Para instrucciones de montaje de los hotends acceda a: Cómo montar Hotends
E3D V6 (hotend totalmente metálico – lado derecho)
En el hotend E3D V6 (V6 totalmente metálico), la rotura térmica es una pieza metálica separada que une el disipador térmico y el bloque térmico. Al igual que el V6 lite, esta rotura de calor debe estar en estrecho contacto con la boquilla para sellar el camino por el que fluye el filamento y evitar obstrucciones o fugas de material fuera del hotend.
En el otro extremo del disipador, también encontramos tubería de PTFE y que también se debe cortar en un ángulo de 90 grados y hacer contacto apretado con la rotura de calor.
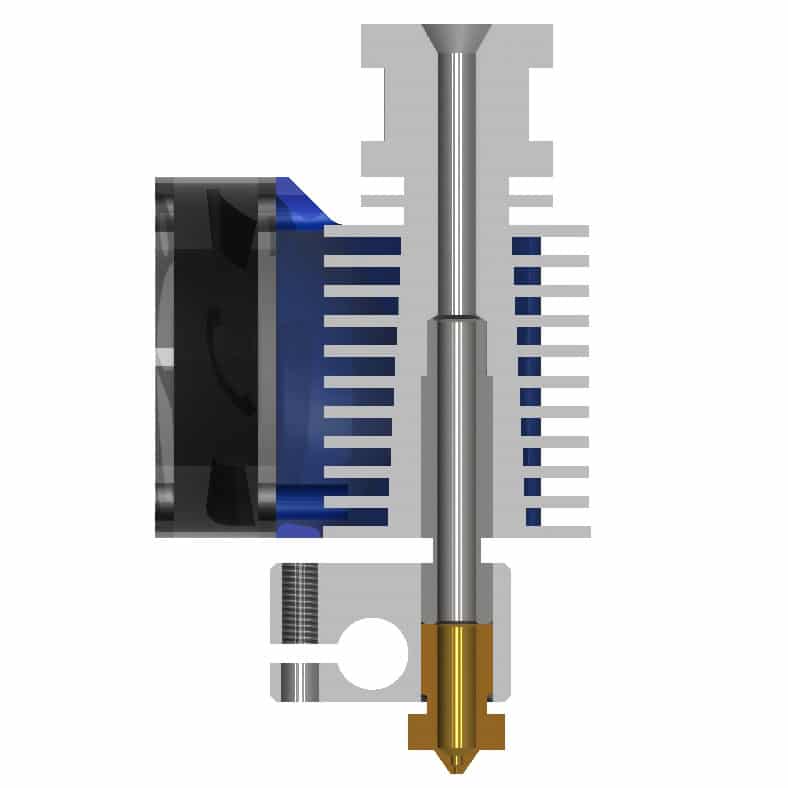
La V6 totalmente metálica está diseñada para imprimir una amplia gama de materiales utilizando temperaturas de hasta 295 °C. Este hotend sobresale en la impresión de materiales más técnicos como ABS, HIPS, NYLON6, NYLON12, PETG.

Rotura de calor totalmente metálica E3D
Para instrucciones de montaje de los hotends acceda a: Cómo montar Hotends
Causas de un atasco
1) Arrastramiento térmico : si el extremo caliente no se enfría correctamente, el filamento comienza a volverse demasiado viscoso en el extremo caliente y nos encontramos con un problema llamado arrastre térmico. Esto es cuando el filamento se licua demasiado alto y la extrusora tiene que ejercer mucha más fuerza para empujarlo a través de la boquilla hasta que finalmente se vuelve incapaz y se atasca.
Nos referimos a la fuga de calor cuando las partes del hotend sobre el bloque del calentador se calientan demasiado. En circunstancias normales, el filamento comienza a derretirse justo por encima de la boquilla. Sin embargo, cuando el heat break se calienta demasiado, el calor se expande hacia arriba de manera irregular a lo largo de su hotend, el filamento comienza a ablandarse más arriba dentro del hotend y provoca una obstrucción . El motor del extrusor muele el filamento, incluso puede hacer un sonido de «clic» o «tic-tac» cuando intenta empujar el filamento hacia abajo del extrusor.
Presta atención a los ruidos de rechinamiento en el extrusor o a los chasquidos cuando el filamento está atascado y, si ese es el caso, detén la impresión y retira el filamento, corta la punta y vuelve a introducirlo. Asegúrese de que el ventilador de enfriamiento de su extremo caliente funcione correctamente y asegúrese de que el disipador de calor y el bloque del calentador estén bien conectados.
Si el hotend imprime normalmente durante algunos minutos después de iniciar la impresión, pero luego la impresión comienza a fallar, es posible que la impresora se vea afectada por problemas de fuga de calor. Siempre asegúrese de que la impresora esté funcionando dentro de las temperaturas de funcionamiento normales e intente quitar la tapa del cabezal de impresión.
2) Baja temperatura de impresión : si la temperatura del hotend es demasiado baja, el filamento no podrá pasar a una velocidad constante y esto hará que la extrusora aplaste el filamento, lo que dificultará aún más la extrusión.
Verifique las especificaciones de temperatura de los filamentos y asegúrese de que no está intentando imprimir a velocidades fuera de los parámetros recomendados. Si tiene problemas con las especificaciones enumeradas, intente iterar hacia arriba en 5 grados, pero asegúrese de no superar la temperatura máxima de su extremo caliente ni del filamento. Al cambiar los filamentos, asegúrese de eliminar todo el material anterior antes de cambiar las temperaturas.
3) Alta temperatura de impresión : si la temperatura de los hotends es demasiado alta para el material elegido, comenzará a acumular material quemado en él a medida que imprime, sin dar señales de un problema al principio, pero se obstruirá por completo después de un tiempo de uso.
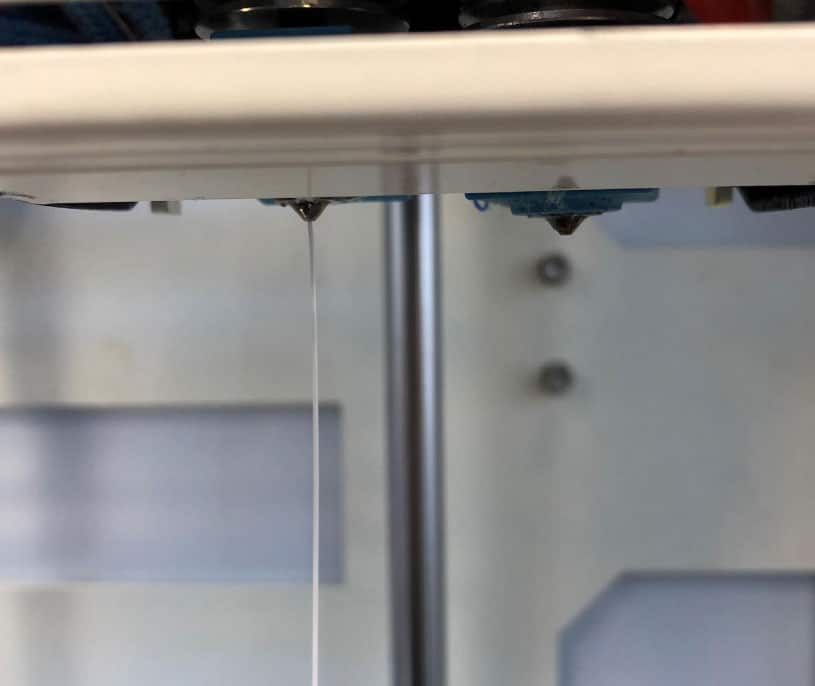
Las inconsistencias en la extrusión y cosas como el goteo excesivo en las retracciones o la aparición de burbujas durante la impresión pueden ser una señal de una temperatura más alta de lo necesario.
Verifique las especificaciones de temperatura para los filamentos. Si tiene problemas con las especificaciones enumeradas, intente iterar hacia abajo 5 grados mientras observa la tasa de flujo y la adhesión de la capa. Al cambiar los filamentos, asegúrese de eliminar todo el material anterior antes de cambiar las temperaturas.
4) Distancia de la boquilla a la cama : si la boquilla está demasiado cerca de la cama, no habrá espacio para que el filamento salga de la boquilla y esto provocará un atasco.
La cama debe estar nivelada correctamente. Consulte Calibración
5) Partículas de diferentes materiales/material quemado/polvo: si el hotend no se purga correctamente entre el uso del material, puede provocar obstrucciones en el hotend, ya que la diferencia en la temperatura de fusión puede hacer que un material de temperatura más alta no se licue correctamente si se intenta imprimir. otro con temperaturas más bajas después.
En caso contrario al pasar de un material de baja temperatura a uno de mayor temperatura si no se purga correctamente el hotend se puede quemar el material anterior al aumentar las temperaturas para imprimir el material que requiere mayor temperatura.
Si el polvo o las partículas entran en el hotend, pueden quemarse allí, lo que aumenta la posibilidad de obstrucciones.
Además, si la impresora se usa de forma intensiva sin mantenimiento, puede provocar la acumulación de diferentes residuos según el material utilizado. En el caso de los materiales PVA y Flex, este riesgo aumenta ligeramente ya que tienden a acumular más residuos durante la impresión.
Asegúrese de que la boquilla se purgue correctamente al cambiar de material y evite que el extremo caliente permanezca a temperaturas de impresión durante períodos prolongados sin extruir material, ya que esto aumenta considerablemente el riesgo de que el material se degrade y se queme dentro de la parte calentada.
Diferentes formas de desatascar una boquilla
Equipos y materiales necesarios
- Filamento de nailon
- aguja de limpieza
- LLave inglesa
- Llave de tubo
- Alicates
- Una pistola de calor o soplete / llama directa.
Retire la tapa del cabezal de impresión
En primer lugar, retira el bloque de silicona y precalienta la boquilla a 200 ºC para limpiar los restos de plástico de la misma.
Lo primero que debe intentar en caso de atasco de filamento es calentar su hotend a una temperatura ligeramente más alta de lo normal, sea cual sea el material con el que esté imprimiendo. Por lo general, 5-10 °C más alto es un buen punto de partida. Después de que se caliente, tome su filamento e intente empujarlo con la mano a través del hotend.
Método uno: aguja de limpieza
Un problema que puede ocurrir es que el material frío o restos de material quemado queden pegados a las superficies internas de la boquilla (especialmente cuando se cambian diferentes materiales ya que sus puntos de fusión pueden ser diferentes).
Esto evita que el material se extruya correctamente o en absoluto. Lo primero que debe hacer es calentar el extrusor y la boquilla para ablandar el material obstruido, luego intente despejar el bloqueo parcial o total con la aguja provista en el kit de herramientas (la aguja está unida a la regla de papel).
- Precaliente su impresora a la temperatura de impresión del último material con el que estaba imprimiendo.
- Suave y cuidadosamente inserte la aguja de limpieza a través de la boquilla.
- Mientras está dentro de la boquilla, gire la aguja varias veces.
- Esto no pretende eliminar las partículas, la idea es romperlas y despegar todos los residuos adheridos al interior del hotend para que estos restos de material puedan ser expulsados la próxima vez que se extruya el filamento.
- Intente extruir material utilizando controles manuales, el material debe salir limpio.

Método dos: tracción en frío del filamento
La idea detrás de un tirón en frío es que configure su extremo caliente a la temperatura de transición vítrea de su filamento. Esta es la temperatura a la que el filamento se encuentra entre un sólido y un líquido. Esto le permite sacar el filamento y llevarse cualquier residuo junto con él. Esto funciona mejor con Nylon, Flex o ABS y por último PLA. Para hacer un “cold pull” es preferible usar Filamento de Nylon ya que puede soportar temperaturas más altas y también es muy resistente a las fuerzas de tracción.
- Calienta la boquilla a la temperatura del filamento que vas a utilizar para realizar el tirón en frío y empuja el filamento a través de la boquilla hasta que no veas salir nada del filamento anterior por el hotend. Si la boquilla está completamente obstruida y no sale filamento, intente asegurarse de que la punta del filamento llegue al área calentada del hotend, para que su punta pueda fusionarse con la obstrucción.
- Deje que su extrusor se enfríe a temperatura ambiente para solidificar el filamento en la boquilla. Espera hasta que el hotend se haya enfriado y déjalo 5 minutos.
- Configure el hotend para precalentar a la temperatura de filamento seleccionada una vez más y observe el indicador de temperatura.
- A 90°C, levante la palanca del extrusor del titán y tire del filamento hasta que se salga de la boquilla, esto debe hacerse en un lugar con suficiente espacio para que el usuario pueda usar un poco de fuerza si es necesario y evitar lesionarse si el filamento se rompe. . El resultado deseado es obtener la forma del interior de tu boquilla al final del filamento. Debería poder ver la obstrucción o las partículas en él.
- Repita este proceso hasta que no se encuentren más residuos o material quemado.
- De nuevo, calienta la boquilla y empuja el filamento hasta que salga limpio y fácil.
Si el filamento se sale con demasiada facilidad y no queda ningún residuo en el extremo, baje la temperatura. Si tiene problemas para sacarlo, aumente la temperatura hasta que lo haga.
Repite este procedimiento de 3 a 4 veces hasta que la punta del filamento salga limpia.
Un tirón en frío exitoso mostrará que la punta del filamento copia el interior de la boquilla.
Esto será un indicador de que el procedimiento se realizó a la temperatura adecuada, ya que el material no se derretirá y, además, se percibirá que no hay obstrucciones ni filamentos quemados en la salida del material.
Punta del filamento después de un tirón en frío exitoso.

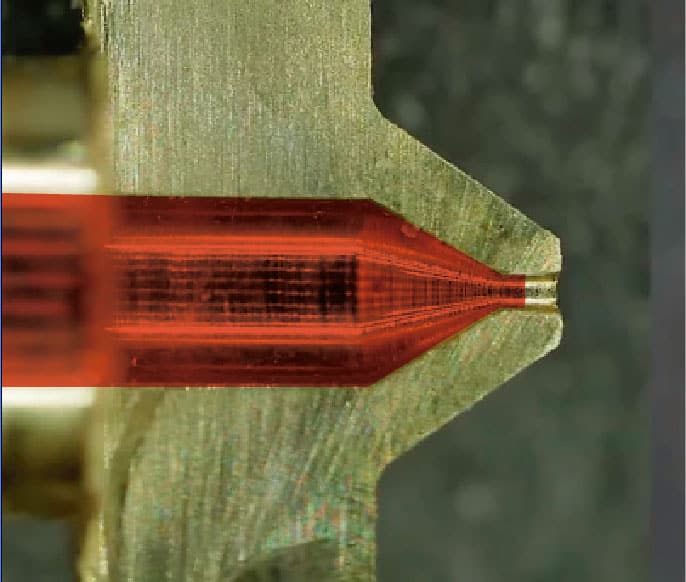
Corte de una boquilla E3D, el área marcada en rojo muestra el camino que sigue el filamento.
Método tres: quitar la boquilla
- Caliente la boquilla a la temperatura de impresión del último material que utilizó.
- Use una llave inglesa para sujetar el bloque del calentador, mientras usa la llave de tubo para girar la boquilla. Asegúrese de que el agarre sea firme para evitar que las herramientas se deslicen y dañen los cables del hotend o incluso las partes metálicas.
- Tenga cuidado de no tocar ninguna de las partes calientes.
- Con la boquilla quitada, usa calor para derretir el filamento. También se pueden usar productos químicos para disolver y lavar la obstrucción.
- Si su impresora se obstruyó después de usar ABS, simplemente colóquela en un recipiente con acetona y el ABS se disolverá.
- Hay productos químicos que puede usar para otros materiales, pero tienden a ser más cáusticos o difíciles de encontrar. En esos casos, una pistola de aire caliente o un soplete (usando las precauciones de seguridad adecuadas) pueden derretir el filamento restante.
- Con una pistola de aire caliente o un soplete, agita el calor sobre la boquilla como si te estuvieras secando el cabello; el calor directo de un soplete puede derretir la boquilla.